 PусскийPусский
PусскийPусский
Просмотры:0 Автор:Pедактор сайта Время публикации: 2026-05-18 Происхождение:Работает








Традиционные экструзионные системы ПВХ очень эффективны для производства функциональных и структурных профилей, но декоративное применение требует другого уровня точности изготовления. Сегодняшние архитектурные и внутренние рынки требуют одинаковых размеров, изысканного качества поверхности и отделки, которая с большей реалистичностью имитирует натуральные материалы. Чтобы оправдать эти ожидания, производители все чаще используют машины для изготовления декоративных профилей из ПВХ — специализированные экструзионные линии, предназначенные не только для формирования профилей, но также для комплексного улучшения и отделки поверхности. Сочетая стабильную производительность экструзии с технологиями последующей отделки, эти системы позволяют производить декоративные профили с текстурой дерева, камня, глянцевые и другие декоративные профили с добавленной стоимостью.
В этом руководстве мы сосредоточимся на технических аспектах производства декоративных профилей из ПВХ. Вы узнаете, как архитектура машины влияет на стабильность размеров, как различные рецептуры ПВХ влияют на производительность обработки, как модули декорирования интегрируются в производственную линию и какие факторы оценки оборудования имеют наибольшее значение при выборе решения для коммерческого производства.

Полная линия включает в себя смешивание материалов, коническую двухшнековую экструзию, прецизионную калибровку матрицы и последующую отделку (ламинирование или печать).
Металлургия цилиндра экструдера должна соответствовать вашей рецептуре; Рецепты с высоким содержанием карбоната кальция (CaCO3) требуют улучшенной стали SKD по сравнению со стандартной 38CrMoAlA для предотвращения быстрого износа.
В усовершенствованных конструкциях головок используются «зоны предварительной посадки», чтобы уменьшить разбухание матрицы, обеспечивая жесткие допуски, необходимые для соединения декоративных панелей.
Общие капитальные затраты варьируются от 30 000 до 100 000 и более долларов США в зависимости от целевой производительности (от 80 до 1000 кг/ч) и требований к специализированной совместной экструзии.
Оборудование напрямую влияет на качество продукции. Это также определяет общую стабильность процесса. Вы должны понимать каждый компонент, чтобы оптимизировать производство.
Постоянная подача предотвращает деградацию материала. Это сохраняет ваш результат равномерным. Мы полагаемся на конкретные механизмы для достижения этого баланса.
Винтовые погрузчики типа DTC: эти устройства оснащены концевыми выключателями. Они обеспечивают стабильную подачу материала. Переключатели автоматически предотвращают подачу при переполнении.
Системы вакуумной дегазации: Влага разрушает эстетику поверхности. Вакуумные насосы непрерывно извлекают влагу из сырья. Такое извлечение предотвращает образование пузырей на поверхности окончательного декоративного профиля.
Разрушительные пластины и сетчатые фильтры: эти компоненты фильтруют физические примеси. Они также играют решающую роль в гидродинамике. Они устраняют «память вращения винта». Эта коррекция обеспечивает равномерное течение расплава перед матрицей.
Головка штампа формирует расплавленный пластик. Это определяет окончательную геометрию профиля. Передовые разработки отличают стандартные машины от машин премиум-класса.
Инженеры используют переходные зоны и зоны предварительной посадки внутри матрицы. Расплавленный ПВХ поступает в головку под экстремальным давлением. Падение этого давления мгновенно вызывает «разбухание матрицы». Пластик непредсказуемо расширяется при выходе. Спроектированные головки постепенно сбрасывают давление. Предвысадочная зона стабилизирует расплав перед конечной приземляемой зоной. Это сокращение резко ограничивает разбухание матрицы. Вы достигаете жестких допусков, необходимых для соединения декоративных панелей.
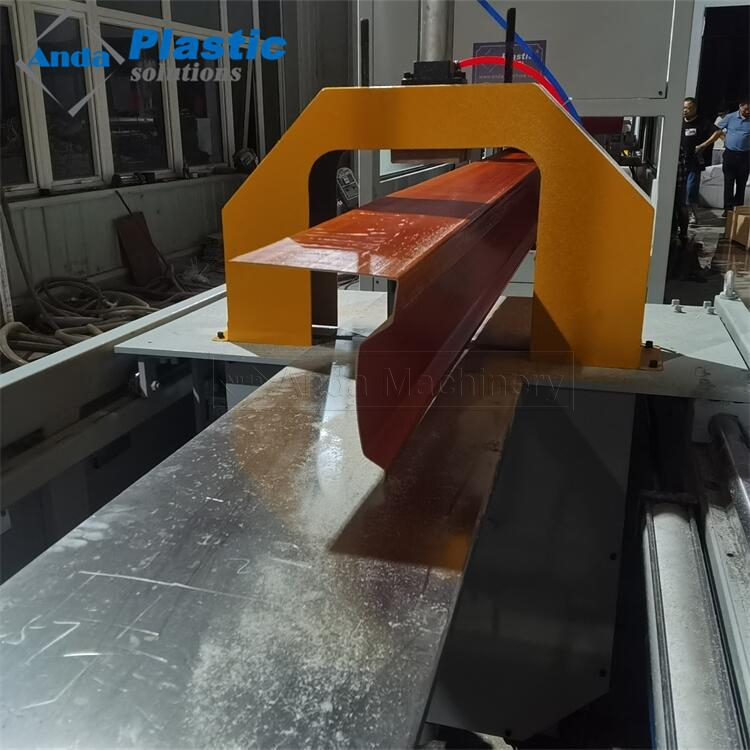
Необходимо зафиксировать размеры профиля сразу после выдавливания. Слишком медленное охлаждение приводит к провисанию. Слишком быстрое охлаждение вызывает внутреннее напряжение.
В современных линиях используются калибровочные таблицы с переменным вакуумом и холодным-горячим обменом. Эти таблицы быстро фиксируют размеры. Вакуум притягивает мягкий пластик к точным металлическим шаблонам. Холодная вода мгновенно затвердевает.
Затем вы сталкиваетесь с двойной системой вытягивания. Первый этап последовательно вытягивает профиль. Второй этап работает немного иначе. Он специально устраняет остаточное внутреннее напряжение. Этот двухэтапный процесс предотвращает деформацию готовых декоративных планок.
Долгосрочная эксплуатационная надежность зависит от металлургии. Ваша машина должна ежедневно работать с абразивными материалами. Профилактическое обслуживание начинается на этапе выбора оборудования.
В декоративных профилях часто используются большие нагрузки наполнителя. Яркими примерами являются отделка из каменного пластика и тяжелого ПВХ. Производители добавляют большое количество карбоната кальция (CaCO3). CaCO3 значительно снижает общие затраты на материалы. Это также увеличивает жесткость конечного профиля. Однако CaCO3 внутри ствола действует как сильный абразив.
Вы должны подобрать марку стали для своей рецептуры. Неправильный выбор металлургии гарантирует преждевременный выход оборудования из строя. Производительность быстро падает по мере износа винтов.
В стандартных конфигурациях используется азотированная сталь 38CrMoAlA. Этот сплав прекрасно справляется с чистым ПВХ. Он быстро выходит из строя при больших нагрузках CaCO3. В условиях сильного износа требуются биметаллические винты. Для этих рецептов вам следует рассмотреть возможность модернизации стали крупноузловой сборки. Сталь SKD достигает твердости 800-900HV. Эта чрезвычайная твердость предотвращает преждевременную деградацию винта.
Тип Металлургии | Уровень твердости | Лучшее приложение | Износостойкость |
|---|---|---|---|
38CrMoAlA (азотированный) | ~800В (только поверхность) | Стандартный ПВХ, с низким содержанием наполнителя | Умеренный |
Биметаллическое покрытие | ~850В (глубокий слой) | Средний наполнитель CaCO3 | Высокий |
SKD Steel (модернизированная) | 800-900HV (сквозная закалка) | Каменный пластик с высоким содержанием кальция | Максимум |
Высокоэффективные конические двухшнековые модели оптимизируют скорость производства. Они могут достигать впечатляющей скорости 4-6 метров в минуту. Кроме того, оптимизированная геометрия шнеков плавит пластик при более низких температурах. Эта эффективность снижает долгосрочное потребление энергии до 15%. Вы поддерживаете высокую производительность, не увеличивая счета за коммунальные услуги.
Процесс экструзии создает базовую геометрию. Последующие модули делают профиль по-настоящему «декоративным». Вы выбираете эти модули в зависимости от вашего целевого рынка.
Для многих профилей премиум-класса требуется несколько слоев материала. Вы используете главный экструдер для изготовления структурного базового ядра. Затем вы добавляете к линии соэкструдер меньшего размера. Эта дополнительная машина наносит внешний слой премиум-класса. Вы можете нанести устойчивый к атмосферным воздействиям ASA на наружный ПВХ. Вы также можете применить глянцевый цветной ПММА для внутренней отделки.
Ламинация окутывает необработанный профиль декоративной пленкой. Вам придется выбирать между двумя различными клеевыми системами.
Системы холодного клея: эти системы обеспечивают превосходное время выравнивания. Клей равномерно распределяется перед схватыванием. Вы достигаете отсутствия пузырьков на сложных геометрических профилях. Холодный клей также снижает затраты энергии. Операторы ценят отсутствие токсичных отходящих газов.
Системы горячего расплава: в этих системах приоритет отдается скорости. Клей обеспечивает невероятно быстрое отверждение. Вы используете клей-расплав для высокоскоростных непрерывных производственных линий.
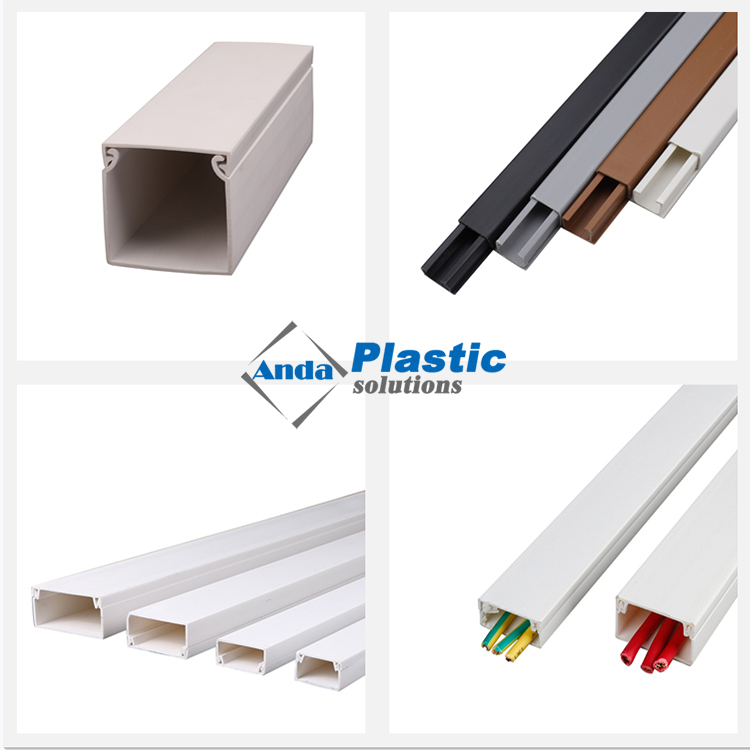
Некоторые профили требуют разных эстетических подходов. При поточной термотрансферной печати сложные узоры наносятся напрямую. Глянцевое масляное покрытие запечатывает печатную поверхность. Эту обработку часто можно увидеть на потолочных панелях. Они также доминируют в плинтусах и кромках мебели.
Вы должны сопоставить характеристики оборудования с вашими целевыми конечными продуктами. Одна машина не может оптимально производить каждый профиль. Мы классифицируем линии по их основному результату.
Целевая линия продуктов | Основные характеристики оборудования | Основная производственная задача |
|---|---|---|
Потолочные и стеновые панели из ПВХ | Широкие экструзионные матрицы | Требуется высокостабильная вакуумная калибровка для предотвращения искривления поверхности. |
Кромкооблицовка и плинтус | Высокоскоростные многоместные штампы | Требует точной перфорации и синхронизированной скорости печати. |
Двери и отделочные линии WPC | Линейные валики для тиснения | Должен имитировать текстуру натурального дерева сразу после экструзии. |
Мягкая/жесткая совместная экструзия | Двойная синхронизация экструдеров | Интеграция гибкой погодной изоляции (мягкий ПВХ/ТПЭ) на жесткое основание. |
Эти линии предназначены для экструзии широких плит. Большая площадь поверхности создает уникальные проблемы с охлаждением. Вам необходима высокостабильная вакуумная калибровка. Правильная калибровка предотвращает искривление поверхности на этапе охлаждения. Плоскость по-прежнему имеет решающее значение для взаимосвязанных потолочных установок.

Эти продукты требуют огромных объемов. Производители используют высокоскоростные многоместные экструзионные установки. Конфигурация с 1 кристаллом и 6 полостями значительно увеличивает производительность. Вы комбинируете эту настройку со встроенной перфорацией. Вы также интегрируете поточную печать для бесперебойного производства.
Древесно-пластиковые композиты требуют тяжелого текстурирования. Вы устанавливаете линейные валики для тиснения после штампа. Эти ролики глубоко вдавливают горячий профиль. Они имитируют текстуру натурального дерева сразу после экструзии. Материал сохраняет эту текстуру постоянно при остывании.
Многие декоративные профили требуют функциональных дополнений. Оконные наличники часто требуют встроенного гибкого герметика от атмосферных воздействий. Этого можно добиться, используя мягкий ПВХ или ТПЭ. Процесс совместной экструзии обеспечивает постоянное соединение мягкого уплотнения с жесткой отделкой.
Принятие коммерческих решений требует строгой оценки поставщиков. Вы должны прозрачно оценивать технические возможности. Поиск надежного оборудования предполагает нечто большее, чем просто просмотр брошюр.
Вы должны оценивать поставщиков на основе их всесторонних способностей. Могут ли они поставить синхронизированное вспомогательное оборудование? Для сырья вам понадобятся высокоскоростные миксеры. Вам также потребуются линейные перфораторы и сварочные аппараты для профилей. Поставщики «под ключ» обеспечивают бесперебойную связь между всеми этими машинами. Автономные закупки часто создают проблемы с интеграцией.
Тестирование представляет собой вашу самую большую стратегию снижения рисков. Проверьте, обеспечивает ли поставщик тестирование формулы во время заводских приемочных испытаний (FAT). Использование стандартного ПВХ ничего не докажет, если вы используете рецепты с высоким содержанием наполнителей. Перед отправкой вам необходимо протестировать точную формулу.
Кроме того, обратите внимание на четкие условия гарантии. Особое внимание уделите быстроизнашивающимся деталям. Гарантии на корпус машины значат очень мало. Вам нужна защита для винтов и стволов. Эти компоненты ежедневно справляются с наибольшим стрессом.
Надежная машина для изготовления декоративных профилей из ПВХ сочетает в себе передовую гидродинамику и надежную металлургию. Для обработки сложной геометрии вам потребуются специализированные головки. Вам также потребуется прочная сталь для работы с рецептами с высоким содержанием наполнителей. Их сочетание с точными модулями обработки поверхности гарантирует успех на рынке.
Мы рекомендуем покупателям сначала определить точное поперечное сечение профиля. Для точности используйте чертежи САПР. Вы также должны окончательно определить формулу сырья, в частности процентное содержание наполнителя. Сделайте это, прежде чем запрашивать предложения поставщиков. Эти два критических фактора определяют необходимый размер экструдера. Они определяют марку стали. Они также определяют сложность вашего кубика в дальнейшем.
Ответ: Выходная мощность сильно различается в зависимости от конфигурации машины. Маленькие линии обрезки обычно производят около 80 кг/ч. И наоборот, производительность линий для тяжелых условий эксплуатации может превышать 1000 кг/ч. Конкретная производительность полностью зависит от выбранной модели экструдера, сложности матрицы и состава сырья.
О: Хотя основные корпуса оборудования кажутся похожими, внутренняя механика существенно различается. При производстве мягкого ПВХ обычно используются одношнековые экструдеры. Жесткие профили требуют конической двухвинтовой конфигурации. Кроме того, конструкции винтов, головки и методы последующего охлаждения полностью специализированы для каждого типа материала.
Ответ: Деформация возникает, когда в пластике остается остаточное внутреннее напряжение. Вы должны обеспечить достаточную длину охлаждающего бака для полного снижения температуры. Что еще более важно, внедрите двухступенчатую систему вытягивания. На втором этапе материал расслабляется, снимая внутреннее напряжение до того, как профиль достигнет режущей пилы.















